
Можно ли варить чугун? Да, можно. Он является является трудносвариваемым сплавом. Нельзя просто соединить детали и заварить их как обычную сталь. Тут требуется дополнительная подготовка и особые методы подготовки заготовок. Это связано со свойствами самого металла. При слишком быстром остывании он становится хрупким и не подлежащим сварке. А при чрезмерном нагреве могут появиться трещины. К тому же он очень текуч, что вызывает сложности с формированием шва. А если кремний в составе сплава окислится в процессе работы, останутся непроваренные места и соединение будет негерметичным. Но не стоит отчаиваться. Мы расскажем как и чем можно заваривать чугунину для получения прочных соединений и качественных швов даже в домашних условиях.

Способы сварки чугуна
Этот процесс можно осуществлять несколькими способами.
- Горячая сварка чугуна
- Полугорячая сварка
- Холодная сварка чугуна
Как следует из названия, при соединении металлов данным способом детали нужно предварительно нагреть. Это позволит избежать трещин в области сварного шва. Температура нагрева требуется высокая – около 500-650°С. Это не всегда возможно в домашних условиях, поэтому данный способ чаще используется в промышленности, чем в быту. Вся операция выполняется на прямой полярности и высокими токами.
Данный метод аналогичен предыдущему, но температура нагрева здесь ниже – до 350°С, что вполне достижимо в условиях домашней мастерской. Основное требование — следить за равномерностью нагрева области шва и остального металла, а также за его правильным охлаждением. Способ рекомендуется для высокопрочных чугунов.
Это самый популярный и доступный в быту способ. Нагревать металл здесь не требуется, или достаточно сделать это незначительно – до 50-60°С. Такой нагрев позволит не допустить выпадения конденсата, если до этого металл был охлажден, а также просушит поверхность во избежание насыщения водородом из воздуха. Холодная сварка осуществляется на минимальном токе, а горелку подключают на обратную полярность. Чтобы металл не перегревался, швы делают не длиннее 5 см, и часто прерывают работу, чтобы поверхность немного остыла.

Основые методы
Рассмотрим два основных метода: путем усиления зоны сплавления стальными шпильками или многослойной сварки с проковкой каждого слоя.
Использование шпилек для усиления шва
Если нужно заделать трещину на чугунной детали часто используют технологию со шпильками. Этот метод удобен для ремонта габаритных объектов, т.к. не требует их демонтажа, переворачивания и т.п.
Сначала по краям детали высверливают отверстия и вставляют стальные шпильки, которые делают соединение более прочным. Затем электродом вокруг каждой шпильки наваривается металл, пока все они не закроются под наплавами. Выбирайте электрод толщиной 3 мм и выставляйте ток 100-120 А. Пониженный ток дает минимальный нагрев и небольшую глубину расплавления чугуна, что снижает риск растрескивания. Сверху делают завершающий шов с использованием более толстого электрода и с повышением сварочного тока до 120-140 А.
Технология использования шпилек или ввертышей строго регламентируется. Их диаметр не может превышать 40% толщины заготовки. Например, для заготовки толщиной 12 мм подойдет шпилька толщиной 3-4 мм. Выступать над поверхностью обрабатываемой детали шпилька должна не более, чем на 4-6 мм. Глубина ввертывания задается около полутора диаметров шпильки. Количество шпилек на шов рассчитывается исходя из их размера так, чтобы расстояние между соседними ввертышами не превышало шести их диаметров.

Многослойная сварка
В данной технологии важно хорошо зачистить металл и придать краям заготовок сферическую форму. Первый шов делают от одного края до другого, и, пока он не остыл, легко проковывают его молотком. Перед нанесением следующего слоя предыдущий должен полностью остыть. Если это возможно, деталь переворачивают на другую сторону и делают шов с обратной стороны. Затем возвращают заготовку в начальное положение и, когда металл остынет, делают второй шов сверху. Так слой за слоем наплывами закрывают все соединение. В данном методе важно проковывать каждый слой и делать паузы, чтобы не перегреть металл.
Технология процесса
Вне зависимости от того, каким сварочным аппаратом вы планируете пользоваться, потребуется предварительная подготовка рабочей области. Для начала необходимо очистить металл от грязи, краски, масла и т.д. Данной процедурой лучше не пренебрегать, т.к. чугун сам по себе не очень хорошо варится, а наличие посторонних примесей и мелкого мусора в рабочей области еще сильнее снизит прочность полученного соединения. Зачистку краев производят болгаркой с лепестковым кругом или наждачкой, для обезжиривания поверхности можно использовать бензин или растворитель.
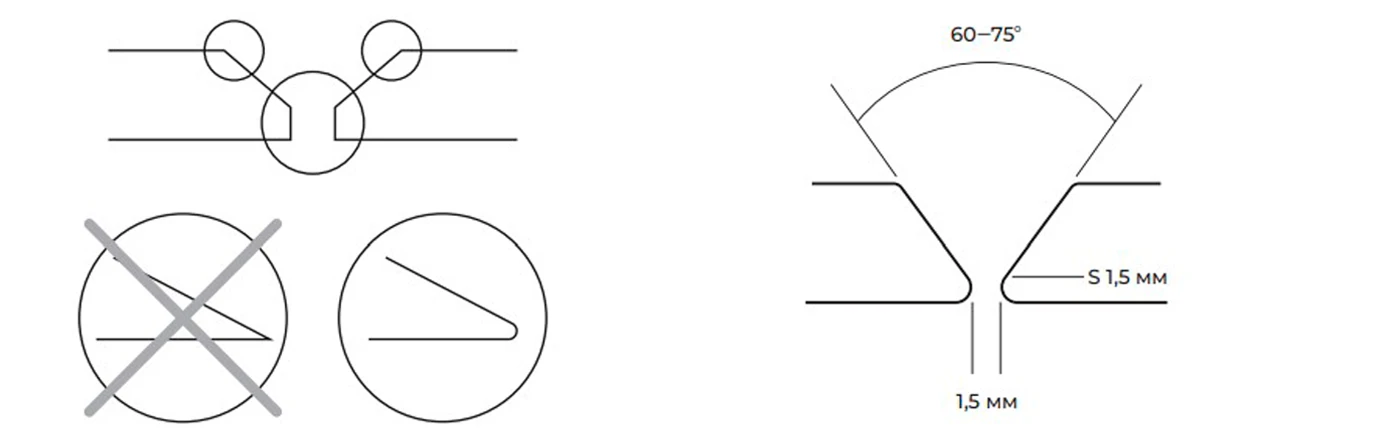
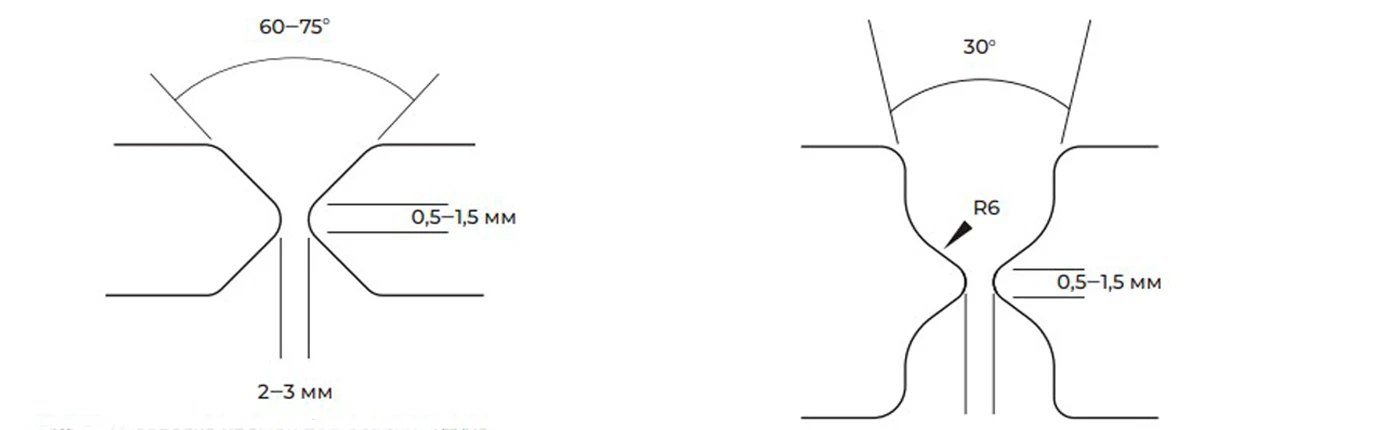
Затем края заготовок скругляют, чтобы не было острых выступающих углов или делают фаску со скосом. При толщине детали более 4 мм разделка краев со скосом обязательна, иначе есть вероятность, что присадочный материалл не будет полностью заполнять область шва и соединение получится непрочным.
Ручная сварка чугуна
Какие электроды использовать
Вам понадобятся прутки с особым защитным покрытием, причем для разных типов чугуна – разные. В их составе обязательно должны присутствовать медь, хром или никель. С этими металлами углерод в составе чугуна не соединяется, поэтому изделие не потеряет прочность. Толщина электрода должна составлять около 3 мм. Рутиловые электроды не подойдут.
Для удобства подбора мы подготовили таблицу.
| Тип чугуна | Электроды на основе меди и железа | Электроды с железом и никелем | Электроды с железом, медью и никелем | Электроды с железом, марганцем, фосфором и ванадием |
|---|---|---|---|---|
| серый | ОЗЧ-2, ОЗЧ-4, ОЗЧ-6 | ОЗЖН-1, ОЗЖН-2 | МНЧ-2 | ЦЧ-4 |
| ковкий | ОЗЧ-2, ОЗЧ-6 | МНЧ-2 | ЦЧ-4 | |
| высокопрочный | ОЗЧ-3, ОЗЧ-4 | ОЗЖН, ОЗЖН-1 | МНЧ-2 | ЦЧ-4 |
Как варить чугун ручной электросваркой
Дуговую сварку производят на обратной полярности и малыми токами – около 110 А. Это позволит меньше прогревать основной металл заготовки. Сваривать лучше на длинной дуге, т.к. при короткой дуге электрод может прилипать. Швы делают короткими, по 2-3 см, пруток ведут прямо, без колебаний в стороны. Перед наплавкой следующего шва необходимо подождать, пока предыдущий остынет хотя бы до 100°С. Снизить риск растрескивания также помогает проковка каждого шва, пока он еще светится красным.
После заваривания краев деталей область шва еще раз прогревают горелкой, плавно снижая нагрев, чтобы металл остывал постепенно. Затем отбивают шлак и зачищают поверхность металлической щеткой или шлифмашиной.

РЕСАНТА САИ-250
- Max мощность, Вт: 7700
- Диапазон регулирования тока, А: 10 — 250
- Максимальный потребляемый ток, А: 35

РЕСАНТА САИ-190Т LUX
- Max мощность, Вт: 5000
- Диапазон регулирования тока, А: 10 — 190
- Максимальный потребляемый ток, А: 22
Сварка чугуна полуавтоматом
Какая сварочная проволока необходима
Сварка чугуна производится также полуавтоматом в среде углекислого газа. Для сварки холодного типа подойдет проволока ПП АНЧ-1, для полугорячего способа правильнее использовать ПП АНЧ-2, а для горячего — ПП АНЧ-3.
Как сваривать чугун полуавтоматом
На аппарате необходимо задать слабый постоянный ток, около 100–110А и выбрать обратную полярность.
Горелку с проволокой ведут прямо, без колебательных движений. Швы делают короткими, периодически останавливаясь для остывания металла. Шлак удаляют после выполнения каждого шва. Чтобы обеспечить постепенное остывание металла после окончания процесса деталь закрывают негорючим материалом.

РЕСАНТА САИПА-200
- Max мощность, Вт: 5500
- Тип сварки: MIG/MAG, MMA
- Максимальный потребляемый ток, А 30

Ресанта САИПА-160
- Max мощность, Вт: 6200
- Тип сварки: MIG/MAG, MMA, TIG
- Максимальный потребляемый ток, А 25.4
Сварка чугуна аргоном (TIG)
Сварка чугуна в среде инертного газа помогает создать шов высокой прочности при небольшом проваре металла. Но данный метод требует достаточно опыта и мастерства исполнителя.
Для работы нужны баллон с защитным газом аргоном и неплавящиеся вольфрамовые электроды. В качестве присадки используют медно-кремниевую или просто омедненную проволоку. Проволоку лучше выбрать толщиной 1,2-1,6 мм, т.к. тонкая будет быстро сгорать. Инвертор TIG настраивается на постоянный ток и обратную полярность. Силу тока рекомендуем выбрать по таблице в соответствии с толщиной заготовки.
| Толщина металла | Сила тока | Расход газа |
|---|---|---|
| 4 - 6 мм | 70 - 90 А | 8 л/мин |
| 7 - 8 мм | 100 - 120 А | 9 л/мин |
| 9 - 10 мм | 130 - 200 А | 10 л/мин |
| 11 - 20 мм | 250 - 350 А | 11 л/мин |
Сварку производят как горячим, так и холодным способом. Профессионалы часто используют метод работы двумя горелками, одна из которых предварительно нагревает область сварки, а вторая непосредственно сваривает края заготовок. Горелку держат не перпендикулярно к рабочей поверхности, а под углом.
При заварке длинных трещин предварительно выставляют прихватки, чтобы изделие не деформировалось при нагреве. Места сварки, а также направления хода чередуют, чтобы избежать локального перегрева.
Медленное охлаждение также важно в данном случае, как и в других способах сварки, поэтому в конце рекомендуется засыпать изделие песком, асбестом или другим материалом.

РЕСАНТА САИ-230АД
- Max мощность, Вт: 6900
- Диапазон регулирования тока, А: 10 — 230
- Максимальный потребляемый ток, А: 31

Ресанта САИ-200АД
- Max мощность, Вт: 7400
- Диапазон регулирования тока, А: 15 — 200
- Максимальный потребляемый ток, А: 36
Подведем итоги
В конце ответим на вопросы, которые часто возникают у начинающих сварщиков при сварке чугуна.
- Нормально ли, что чугун издает потрескивающие звуки после сварки?
- Как правильно нагреть чугун перед сваркой?
-
Можно ли полить чугун водой или бросить в снег, чтобы быстрее остыл?
Данные методы допустимы для быстрого охлаждения стали при сварке, но с чугуном так лучше не делать. Резкое охлаждение может привести к растрескиванию.
- Как охлаждать чугун плавно?
Да, такой звук возникает когда усадка наплавленного металла и чугуна при их остывании происходит неравномерно, но это не всегда ведет к образованию трещин. Чтобы убедиться в качестве сварного соединения, осмотрите деталь после полного остывания, а в особо ответственных местах проверку выполняют с помощью рентгена или ультразвука.

На производстве для этого используют специальные печи или метод индукции. В быту можно воспользоваться газовой горелкой или паяльной лампой.
Чтобы сваренные детали остывали постепенно, можно засыпать их песком или оставить в печи, где они прогревались, присыпав золой.
Сварка чугуна, конечно, специфична и требует соблюдения обязательных правил. Но если все условия выполнены, сваривать детали из чугуна можно даже в домашних условиях, а по качеству полученные соединения не уступят промышленной обработке.